

Linea di produzione di soluzioni per dialisi peritoneale (CAPD)




NostroLinea di produzione di soluzioni per dialisi peritonealeCon una struttura compatta che occupa poco spazio, è possibile regolare e salvare diversi dati per saldatura, stampa, riempimento, CIP e SIP, come temperatura, tempo e pressione, che possono anche essere stampati secondo necessità. L'azionamento principale è combinato con un servomotore con cinghia sincrona per un posizionamento preciso. Il misuratore di portata massica avanzato garantisce un riempimento preciso e il volume può essere regolato facilmente tramite interfaccia uomo-macchina.
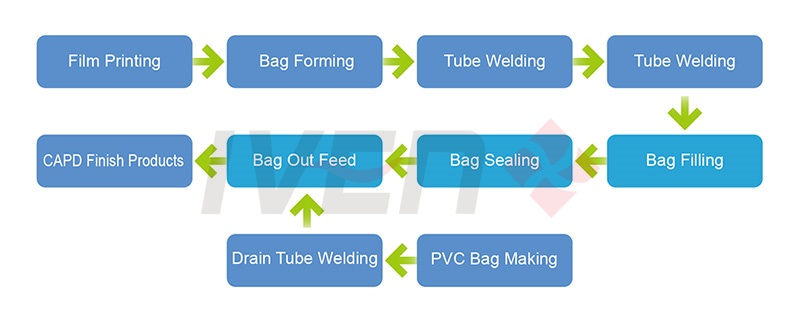
Per la stampa, la formatura, il riempimento e la sigillatura di sacchetti con soluzione CAPD, la saldatura di tubi e la macchina per la produzione di sacchetti in PVC.

La saldatura periferica con struttura a doppio stampo aperto e stampo fluttuante è dotata di piastra di raffreddamento, che mantiene lo stampo fluttuante alla stessa temperatura e garantisce che l'attrezzatura durante il processo di stampaggio e l'arresto non surriscaldi il materiale della membrana; migliorando la qualità del prodotto.
Il tubo riscaldante e la termocoppia sono alloggiati in una piastra riscaldante in lega di alluminio, garantendo un riscaldamento e un trasferimento di calore uniformi, un controllo preciso della temperatura, una riduzione delle perdite di calore e l'assenza di discrepanze tra la temperatura effettiva e quella visualizzata, assicurando così un'elevata qualità della saldatura.
Utilizzo al 100% della pellicola, nessun margine di spreco tra sacchetti e gruppi.
Lo stampo di formatura è appositamente progettato. L'ultimo sacchetto formato del primo gruppo verrà tagliato insieme al primo sacchetto formato del secondo gruppo. Questo facilita lo scorrimento del film durante lo stiramento dei sacchetti. Solo un sistema può garantire che lo stiramento del film e del sacchetto avvenga in modo sincrono (garantendo la stessa lunghezza del film di tensione per ogni gruppo, ovvero senza sprechi tra gruppi diversi - a differenza dei produttori nazionali che presentano sprechi tra i vari gruppi).
Quando si cambia lo stampo per prodotti con specifiche diverse, è necessario sostituire solo lo stampo superiore, mentre lo stampo inferiore è regolabile e standard, il che consente di risparmiare notevolmente tempo nella fase di collaudo e sostituzione. Lo stampo di formatura è realizzato con materiali speciali e processi specifici da produttori specializzati, garantendo qualità e durata di 100 milioni di sacchetti.
In base alle caratteristiche della saldatura della plastica, dopo due saldature ad alta temperatura è necessario eseguire immediatamente la saldatura a freddo. Questo garantisce sia la solidità della saldatura che un aspetto gradevole. Pertanto, per la seconda saldatura è necessaria la saldatura a freddo, con una temperatura di saldatura pari alla temperatura effettiva dell'acqua di raffreddamento (15ºC-25ºC), e con tempi e pressioni regolabili.
Grazie al design brevettato, la stazione di rimozione degli scarti di tessuto è semplice e affidabile, con un'elevata percentuale di successo, pari o superiore al 99%. Le aste di guida superiore e inferiore bloccano il film di scarto dopo la formatura del sacchetto e lo strappano tramite un cilindro di guida, completando così il processo di formatura. Il bordo di scarto triangolare viene raccolto da un apposito dispositivo. La stazione automatica di rimozione degli scarti di tessuto non solo riduce gli effetti negativi dello strappo manuale, ma garantisce anche una forma del sacchetto ottimale.
Adottare il sistema di misurazione della portata massica E + H e il sistema di riempimento ad alta pressione.
Una pompa a frequenza controllata regola la pressione, utilizza un tubo in silicone medicale resistente all'alta pressione per collegare la tubazione, facile manutenzione, nessuna zona morta per la pulizia.
Elevata precisione di riempimento, senza sacchetto e senza sacchetto idoneo, niente riempimento.
Le testine di riempimento adottano una tecnologia brevettata di tenuta a superficie liscia, senza contatto con le pareti interne delle porte, evitando così l'attrito e la formazione di particelle; inoltre, si evita la fuoriuscita di soluzione causata dal cambiamento di dimensione delle porte, che potrebbe compromettere la tenuta delle stesse con le testine di riempimento.
Adotta un controllo PLC avanzato e un metodo di terminale valvola integrato, circuito semplice, reazione operativa rapida, funzionamento sicuro e affidabile. La parte di riempimento è integrata con la parte di sigillatura in un'unica unità, richiedendo un solo sistema di controllo elettrico e un'unica unità di interfaccia uomo-macchina; si riduce di almeno un operatore il numero necessario, si evitano inconvenienti come l'incompatibilità tra due operatori e si aumenta la sicurezza e l'affidabilità dell'apparecchiatura.
Il display touchscreen gestisce con precisione tutti i controlli di temperatura. In particolare, presenta minime fluttuazioni nelle fasi di avvio e arresto, con una tolleranza di ±1℃.
Il pannello di stampa è installato sulla piastra di alluminio tramite un bullone a vite in acciaio inox, per evitare che la filettatura del foro sulla piastra si allenti dopo un uso prolungato.
Il rotolo di pellicola viene posizionato mediante una tensione uniforme da 4 lati per garantire la tensione della pellicola e uno scorrimento fluido. I lati sinistro e destro del rotolo di pellicola sono fissati da una piastra di posizionamento regolabile, per garantire velocità e precisione di alimentazione.
La stazione di preriscaldamento e la stazione di termosaldatura adottano una sonda ad ago a molla per rilevare la temperatura dello stampo, facilitando l'installazione e lo smontaggio, riducendo i rischi di rottura e garantendo una tolleranza di ± 0,5℃.
Modificare il metodo di posizionamento della guarnizione per proteggere il cilindro ed evitare un riscaldamento prolungato.
Cablaggio esterno professionale, separazione dei fili in base a diverse classificazioni, aspetto gradevole e manutenzione agevole.
Fissare lo stampo inferiore, ma mantenere la piastra di raffreddamento, per proteggere la pellicola quando la macchina si spegne.
La termosaldatura circostante adotta uno stampo speciale, la piastra di raffreddamento dello stampo superiore è installata con un sistema a molla.
Aggiungere il sistema di alimentazione automatica per risolvere i problemi di inceppamento e blocco, riducendo l'intensità del lavoro. Aggiungere il dispositivo di pulizia e recupero ad aria ionica per migliorare la trasparenza del prodotto.



